Технология производства коробок типа «крышка-дно»: оборудование и этапы изготовления

Описание
Этапы каширования картонных заготовок
На основу наносят декоративный слой с помощью клеевых составов на водной основе. Технология позволяет использовать:
- дизайнерскую бумагу с фактурой «лён», «холст», «металлик»;
- полипропиленовую плёнку толщиной 23–30 микрон;
- натуральный шпон для имитации деревянной поверхности.
Плёнку накладывают в два этапа: сначала на крышку, затем на дно. Прессование при температуре 80–90°C обеспечивает плотное прилегание без пузырей. Для матовых покрытий применяют охлаждение до 40°C перед снятием с пресса — это сохраняет текстуру.
Оборудование для каширования коробок
Линии состоят из трёх модулей: подачи картона, нанесения покрытия и сушки. Рольганговые конвейеры перемещают заготовки со скоростью 15 м/мин. Точность позиционирования ±0,5 мм предотвращает смещение рисунка. В цехах TPRINT установлены аппараты с ЧПУ, которые автоматически регулируют давление валов в зависимости от плотности материала.
Послепечатная обработка коробок
После каширования заготовки проходят 4 типа финишной отделки:
- ламинирование — нанесение защитного слоя OPP-плёнки;
- тиснение фольгой золотого, серебряного или holographic-эффекта;
- выборочное лакирование УФ-составами для объёмных элементов;
- конгревное тиснение для создания рельефных узоров.
Для сложных дизайнов используют шелкографию: сетчатые трафареты наносят краску слоем до 100 мкм. Это позволяет создавать градиенты и плавные цветовые переходы.
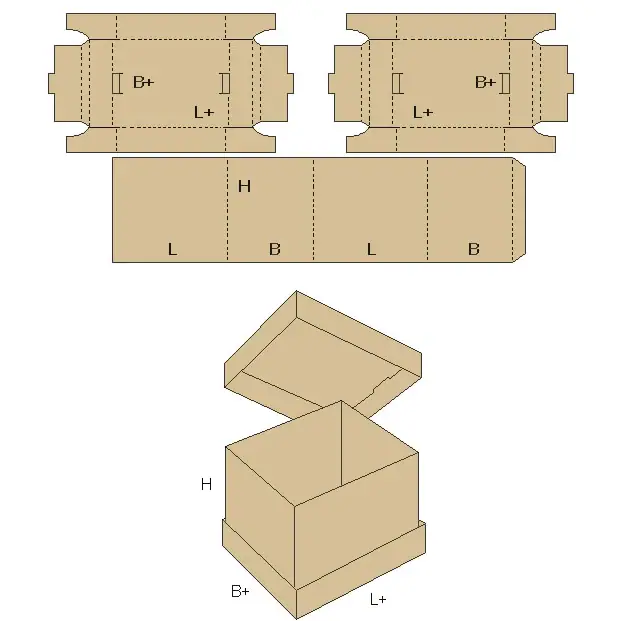
Особенности сборки коробок крышка-дно
Крышку делают на 2–3 мм шире основания — так она плотно прилегает, но легко снимается. Углы укрепляют клеевыми вставками из термопластика. На автоматических линиях фальцуют края заготовок, затем подают их в секцию склейки. Там аппликаторы наносят 0,3 мм слой ПВА-клея по периметру. Время схватывания — 12 секунд при температуре 50°C.
Контроль качества на производстве
Каждую партию проверяют по 7 параметрам:
- прочность швов — нагрузка 20 Н/см²;
- точность совпадения рисунка на крышке и дне (±0,3 мм);
- устойчивость покрытия к истиранию (тест Taber 300 циклов);
- влагостойкость — выдерживание в камере с 80% влажностью 24 часа;
- соответствие цветов Pantone (ΔE ≤ 2);
- геометрия углов (90° ± 0,5°);
- отсутствие химического запаха (по ГОСТ 12.1.007-76).
Бракованные изделия отправляют на переработку: картон измельчают, смешивают с новыми волокнами, прессуют в листы.
Экологичные материалы в производстве
Для «зелёных» коробок применяют:
- картон FSC-сертификации из вторсырья (85% переработанных волокон);
- биоразлагаемые плёнки на основе кукурузного крахмала;
- клеи без формальдегида (класс эмиссии Е0).
Такие коробки маркируют специальным знаком — треугольник из стрелок с кодом 20-PAP-41. Они подходят для пищевых продуктов: чая, конфет, органической косметики.
Дизайн-макеты для кашированных коробок
При подготовке файлов учитывают:
- вылеты под обрез — +3 мм с каждой стороны;
- минимальную толщину линий — 0,5 pt;
- цветовую модель CMYK 8 bit;
- разрешение растровых изображений 300 dpi.
Для металлизированных покрытий создают отдельный канал Hot-Stamping. В зонах тиснения фон должен быть на 15% темнее — это компенсирует блики от фольги.
Специальные конструкции крышек
В премиум-сегменте используют:
- двойные крышки с магнитной защёлкой — внутренний слой фиксирует положение;
- откидные створки на PET-петлях;
- окна из прозрачного биопластика толщиной 0,8 мм.
Для музыкальных шкатулок в дно встраивают акустические резонаторы из переработанного картона. Они усиливают звучание на 20 дБ без металлических деталей.
Логистика и упаковка готовой продукции
Коробки крышка-дно упаковывают в термоусадочную плёнку по 10–50 шт. Паллеты оборачивают стретч-плёнкой с антистатическими добавками. Применяют систему штрихкодирования: каждый бокс получает метку DataMatrix с информацией о заказе. При доставке в Москву доступна услуга «бережный транспорт» — фургоны с пневмоподвеской и климат-контролем 18–22°C.
При заказе от 1000 шт. кашированные коробки комплектуют вкладками из вспененного полиэтилена. Они фиксируют товар внутри, поглощают вибрацию при перевозке. Для международных поставок оформляют сертификаты ISPM 15 — обеззараживание картона от вредителей.
Инновации в производстве упаковки
Экспериментальные цеха тестируют умные решения:
- встроенные NFC-чипы для отслеживания цепочки поставок;
- термохромные краски, меняющие цвет при нагреве;
- антимикробные покрытия с ионами серебра.
К 2025 году планируют внедрить 3D-печать декоративных элементов прямо на сборочной линии. Это сократит время перенастройки оборудования с 4 часов до 25 минут.
Вам также может понравиться
Другие товары и категории каталога






























